





























Fillers for SMC-BMC
See Fillers section in this web site for SMC-BMC thickening agents, internal release agents and other fillers used in formulations.
Additives for SMC-BMC
See Additives section in this web site for LSA and LP additives which lower volumetric shrinkage, provide a non-way, glossy, high quality surfaces.
Chemical Resistance Guide

Refer to our Chemical Resistance Guide for more information about use of resins in different chemical environments.

Engine Covers
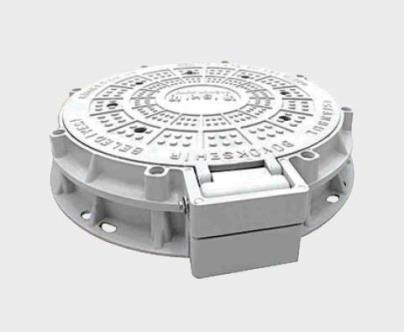
Sewer Manholes

Electrical Boxes and Underground Enclosures

Service Trays

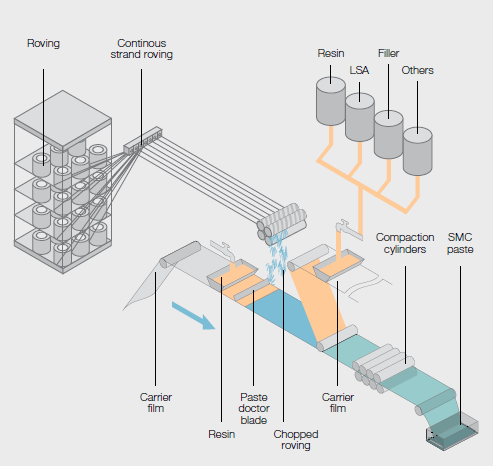
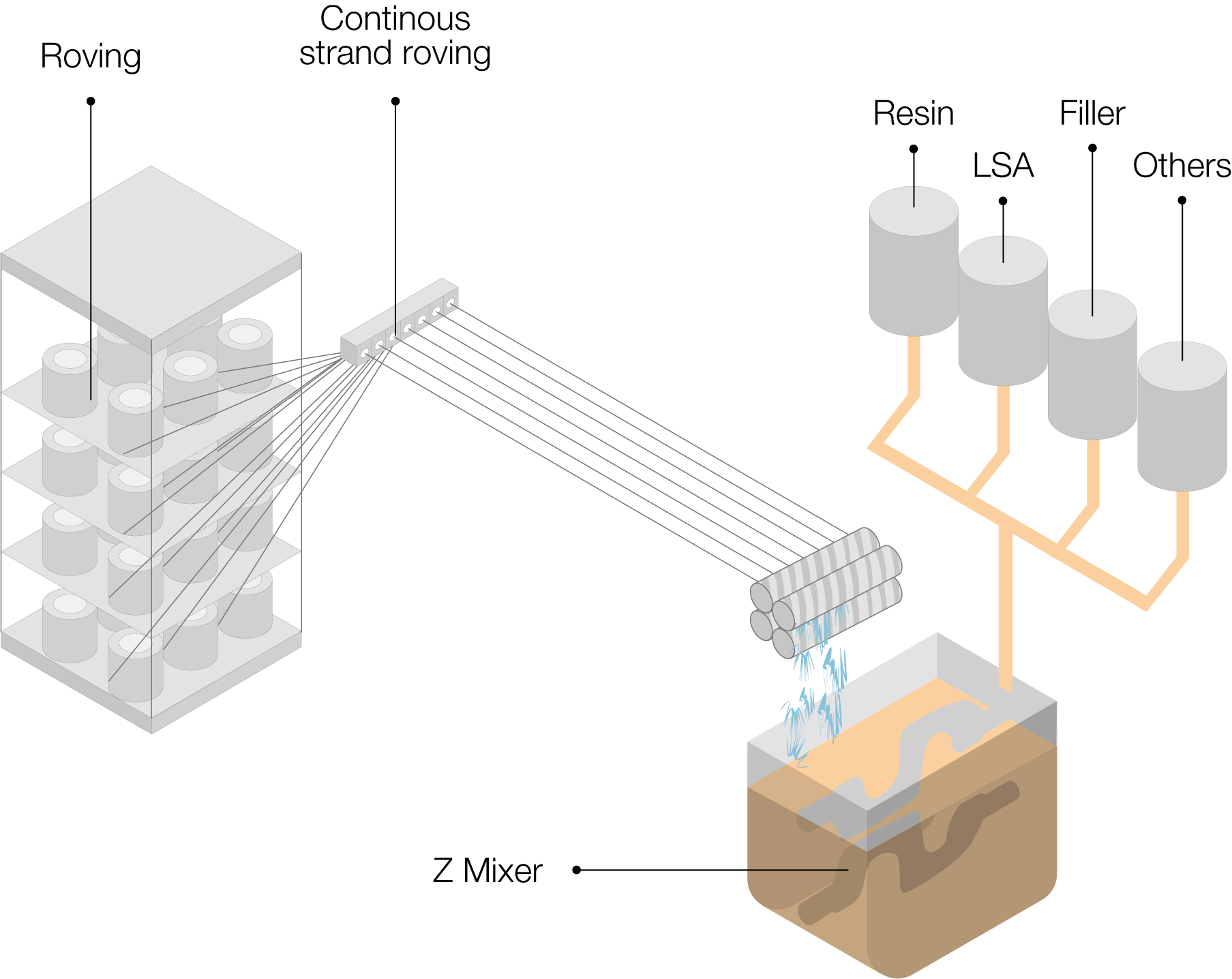
Bulk Molding Compound Dough
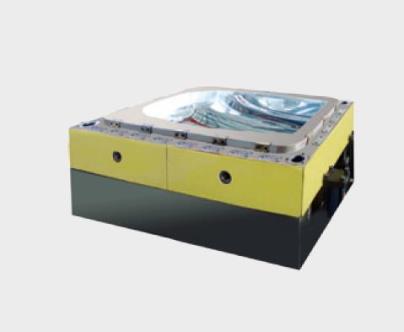
SMC Mold
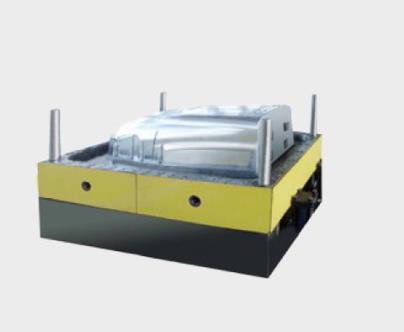
SMC Mold Inner Surface

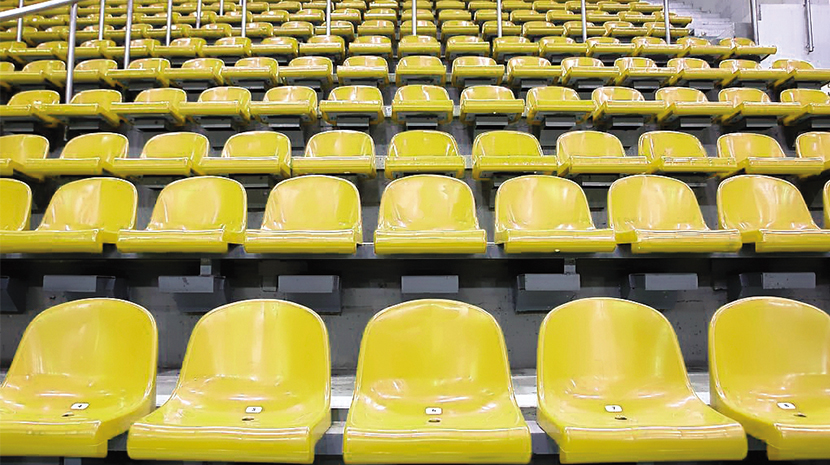
Class A Surface Quality
SONRAKİ
ÖNCEKİ
- Product Description
- Chemical Structure
- Available Modifications

- Color
- Viscosity
-
Monomer Content
-
Acid Value
-
Gel Time
-
Flexural Strength
-
Elongation at Break, Tensile
-
HDT [0,45 MPa]
-
Barcol Hardness, 934
- Remarks
- Highlights
- Primary Usages
- Polipol 347
- SMC-BMC type polyester
- Ortho
-

- max. 150
- 800-1100
- 35-38
- max. 28
- 17-24
- 117
- 2,12
- 121
- 49
-
OT1 , OT8 - -
High reactivity
- Stable thickening behavior
- Optimum price performance ratio
- Natural gas boxes, electrical distribution boards and boxes, manhole covers and machine equipment.
- Polipol 3417-V
- SMC-BMC type high surface quality polyester
- Ortho
-
- max. 300
- 1300-1500
- 35-38
- max. 25
- N/A
- 95
- 2,8
- 136
- 49
-
OT1 , OT8 - -
High reactivity
- Stable thickening behavior
- Excellent compability with thermoplastic additives
- Automotive and machine equipment.
- Polipol 382
- SMC-BMC type high chemical resistant polyester
- ISO/NPG
-
- max. 250
- 1200-1600
- 36-40
- max. 16
- 10-13
- 99
- 3
- 144
- 50
-
OT1 , OT2 - -
High chemical resistance
- Excellent HDT
- High reactivity
- DMC
- Electricity isolators, service trays, chemical and high temperature resistant SMC-BMC parts.
- Polipol 3418
- SMC-BMC type all maleic polyester
- MA
-
- max. 150
- 1500-2000
- 34-36
- max. 20
- N/A
- 94
- 1,7
- 135 (1.82 MPa)
- 50
-
OT1 , OT8 - -
All maleic resin
- Excellent HDT
- Excellent compability with thermoplastic additives
- High temperature resistant applications with high surface quality for automotive and machine equipment SMC-BMC parts.









Modification Description
- FR Filled flame retardant
- D* Filled (*with filler content)
- T Thixotropic (no sagging)
- A Cobalt preaccelerated
- ABP Amine preaccelerated
- UV UV Curing
- L UV light stabilized
- I Lower viscosity
- V Higher viscosity
- LSE LSE (low styrene emission)
- H* Gel time customized (at room
temperature) * minutes
 H40 Optimized for summer season.
Gel
time (at room temperature) 40 minutes.
H40 Optimized for summer season.
Gel
time (at room temperature) 40 minutes. H20 Optimized for winter season.
Gel
time (at room temperature) 20 minutes.
H20 Optimized for winter season.
Gel
time (at room temperature) 20 minutes.- COLOR White or custom color options
Gelcoat Customizations
Polijel gelcoat table descriptions and modifications.
- Spray
Application (airless preferred)
- Brush or Roller
Application
- Color Option:
White colored
- Color
Option: Light colored (pastel)
- Color Option:
PRO
colored
Production Quantity Depending on Process (parts/year)
Regardless of product dimension and complexity..
")
